








Damit sämtliche Schmiermittel und Oberflächen langfristig optimal harmonieren können, braucht die Mechanik Ihrer Uhr eine regelmässige Revision. Ihre Uhr dankt es Ihnen im Alltag mit Zuverlässigkeit und Präzision. Durch das gut ausgestattete Uhrenatelier ist es mir möglich Revisionen, Restaurationen sowie auch Modifikationen an Ihrer Armband-, Taschenuhr, Wecker oder Pendule vor Ort auszuführen.
Kontaktieren Sie mich ungeniert für einen Termin. Gerne berate ich Sie ehrlich und offen. Auch sentimental wertvollen Stücken nehme ich mich sehr gerne an. Jede Uhr hat Ihre individuelle Geschichte und Reise, die es wert ist, gewürdigt zu werden. Ich richte meinen Service zu 100% nach Ihren Wünschen aus.
In dieser kurzen Dokumentation möchte ich eine Variante bzw. Möglichkeit beschreiben, eine verlorene Antriebskette für eine Fusee (Ketten/Fusee-System) zu ersetzen.

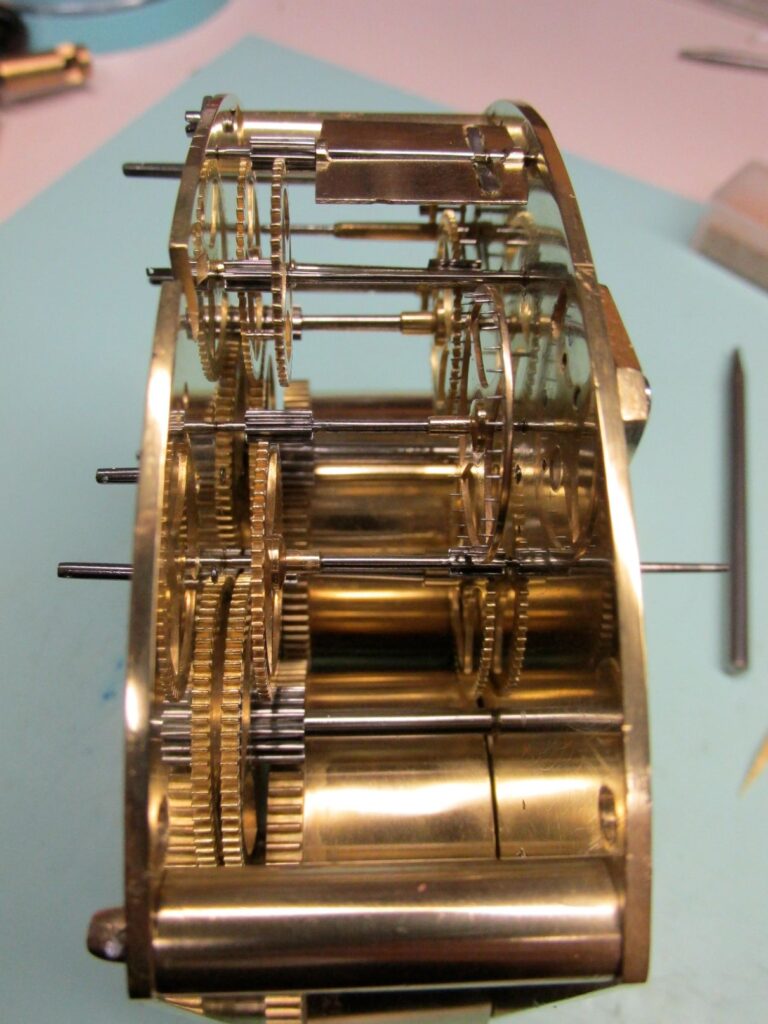
Die hier verwendeten Bilder demonstrieren dem Interessenten ein Höchstmass an Qualität. Selbst unsachgemässe Reparaturen mit Weichlot können nicht über die Qualität der Originalarbeit hinwegtäuschen. Die kompakte Bauweise – zum Beispiel dieses innenliegende Stundenregal (unteres Bild) – demonstriert das aussergewöhnliche handwerkliche Können der Epoche. Es war der Beginn einer 100-jährigen Dominanz der englischen Uhrmacherei in der westlichen Welt.

Diese Bügeluhr verfügt über ein charakteristisch klingendes Stundenschlagwerk und ein Repetierwerk, das auf zwei Glocken die letzte Viertelstunde anschlägt.

Ein spektakuläres technisches Wunderwerk seiner Zeit.

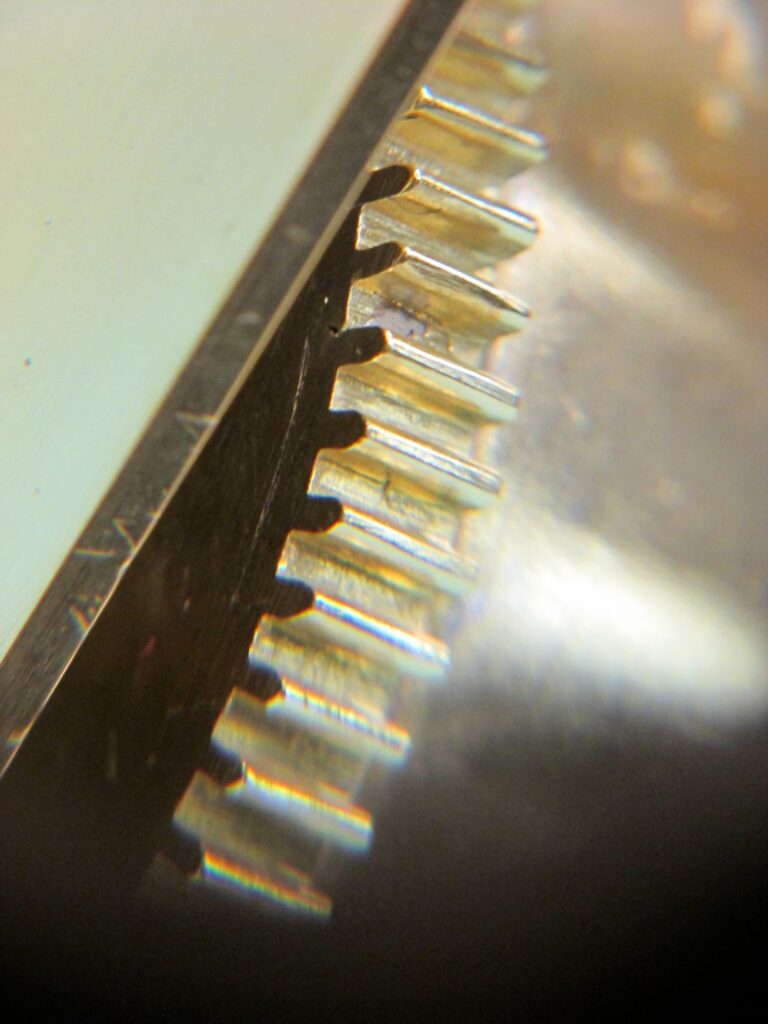
Um eine praktikable Lösung für den Austausch der Antriebsketten zu finden, entschied ich mich für Darmschnüre mit speziell entwickelten Haken aus Silberstahl.
Allerdings musste ich später die obere Nase entfernen, da sich der Haken sonst beim Passieren des Palettenstegs verhakt hätte. Die Darmschnur habe ich mit einem straff gewickelten Silberdraht abgebunden. Sie ist robust und funktioniert tadellos!

Eine 0,900er Silber-Taschenuhr, ca. 1890, schweizerischer Herkunft, benötigt eine neue massive Feder.
Die Schwierigkeit bei dieser Arbeit liegt in der Form des herzustellenden Teils und in der genauen Einschätzung der richtigen Federkraft. Nur die Hand, das nötige Fingerspitzengefühl und die Uhrmacherfeilen können helfen, diese Aufgabe zu meistern. – Und das ist auch gut so!

Aus meinem Vorrat wähle ich ein Stück runden Silberstahls mit einem Durchmesser von 5 mm. Auf diese Weise bin ich sicher, dass ich die maximalen Abmessungen im Schaftbereich einhalten kann. Mit einer Bastardfeile bearbeite ich den Rohling grob in Form, um die spätere gebogene Feder in kaltem Zustand zu biegen.
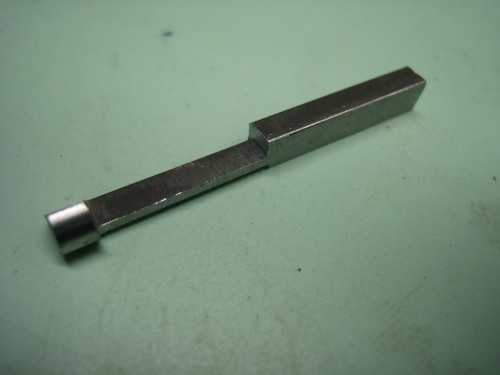
Und so kommt es, dass das Stück nun in einer erkennbaren Form vor mir sitzt. An diesem Punkt ist es wichtig, mit viel Geduld und ständigem Feintuning zu arbeiten, zu vergleichen, zu formen, die Feder so zu bearbeiten, dass zumindest der Schaft gut in das Gehäusemittelstück passt.

Erst dann kann ich die Bohrposition markieren und den Schritt ausführen. Zu diesem Zeitpunkt muss die runde Lippe noch nicht ihre endgültige Form erreicht haben. Das geschieht erst nach Abschluss der thermischen Behandlung.
Um dem Silberstahl die nötige Federwirkung zu verleihen, wird das Material bis zu einer kirschroten Glut erhitzt und in Öl abgeschreckt. Jetzt ist der Stahl hart wie Glas und auch recht spröde.
Um die Wahrscheinlichkeit einer schwarzen Verfärbung des Werkstücks während dieses Prozesses zu minimieren, bedecke ich das Material vollständig mit Kernseife oder drehe es in Borsalz.

Das Werkstück wird nun bis zum Schaft glatt geschliffen, so dass der Bläueeffekt durch das Erhitzen über der Spirituslampe sichtbar wird.
Sobald die Feder die Farbe angenommen hat, muss sie sofort aus der Hitze genommen werden, damit der Federstahl seine aktuelle Form behält.
Nun wird die Feder fein geschliffen, bearbeitet und die Position der Federlippe im Verhältnis zum Federdeckelscharnier angepasst.

Es ist darauf zu achten, dass die kleine Kontaktstelle der Lippe poliert und leicht mit Bienenwachs eingefettet wird. Sollte die Federspannung an dieser Stelle noch zu stark erscheinen, kann sie durch schmales Feilen des Federarms verringert werden (beim Drücken des Knopfes muss sich der Federdeckel sanft öffnen und darf nicht zurückfedern!)
Nach einer ersten Diagnose erwies sich die Restaurierung dieser schönen Tischuhr als wahrlich anspruchsvolle Aufgabe. Das Werk mit Neuenburger 3/4-Stundenschlagwerk auf zwei schönen, spiralförmigen Gongstäben ist von grundsätzlich guter Qualität. Damit diese Uhr auch in Zukunft zufriedenstellend laufen kann und der Zustand des Werkes wieder auf ein respektables Niveau gebracht werden kann, sind eine Reihe von Eingriffen notwendig.
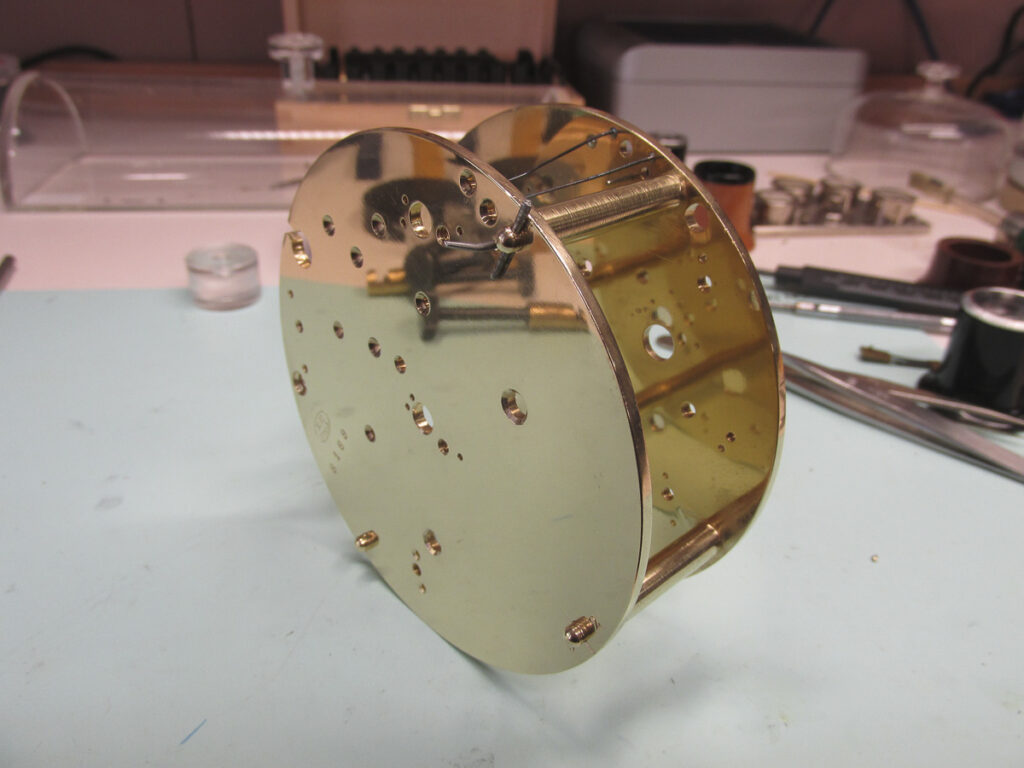
Die Bodenplatte, die beim Öffnen des Gehäuses sichtbar wird, ist vollständig und alle sichtbaren Schrauben sind in gutem Zustand. Sie benötigen lediglich eine gute Politur.

Die Frontplatte des Uhrwerks wurde im Laufe der Jahre eindeutig vernachlässigt. Der Schraubenkopf für den Ankerhahn ist zur Hälfte abgebrochen. Hier muss eine neue Schraube angefertigt werden, die sich gut in das Gesamtbild einfügt, indem ein Rohling verwendet wird. Die übrigen Schrauben sind grösstenteils abgebrochen und befinden sich alle in einem schlechten Zustand. Die Schraubenköpfe müssen zunächst mit Stahlstempeln und anderen Werkzeugen wieder in Form gebracht werden. Anschliessend werden sie mit Filz und einem Schwabbelgerät poliert.
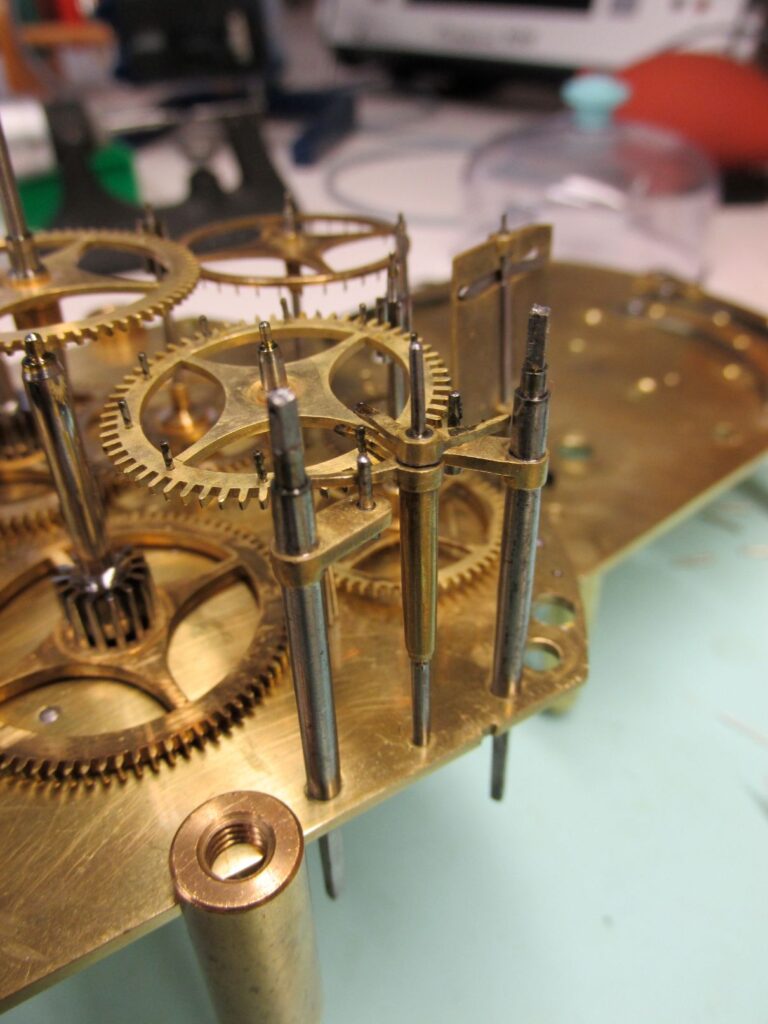
Das Schlagwerk besteht aus zwei Hammerwellen und einer dritten zweiteiligen Welle, die mit dem Stiftrad verbunden ist. Die Enden der Hammerwellen haben jeweils ein kurzes, quadratisches Stück an der Spitze, auf dem die Anschlagelemente ruhen, die auf die sogenannten Schlagstifte fallen und so die Glockenhämmer in der richtigen Position anhalten.
Das defekte und minderwertige Anschlagelement wird mit Klebstoff auf ein Stück Altmessing geklebt. Aus diesem Messing wird das neue Funktionsteil gefertigt. Nach der Positionsbohrung für das Vierkantstück wird das Teil aus dem Rohling geschnitten.

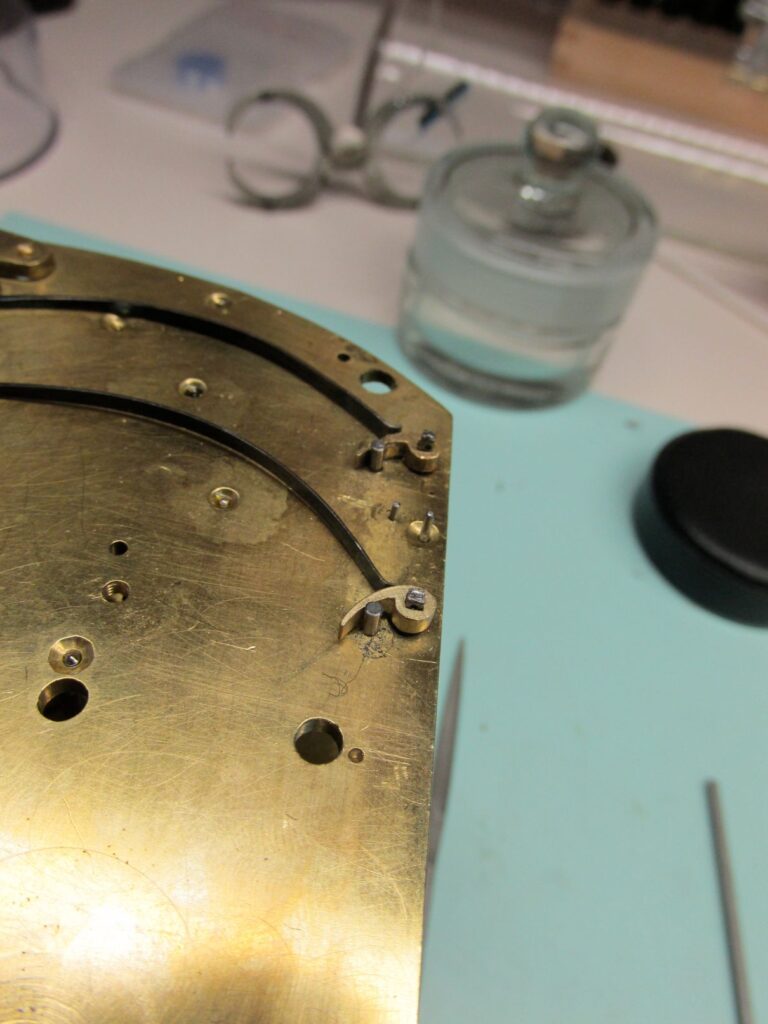
Das Anpassen der groben Form des Schaftanschlags an den Stundenhammerschaft erfordert viel Geduld. Das Ausprobieren am eigentlichen Stück ist von grösster Wichtigkeit, denn das Vierkantteil muss schliesslich fest sitzen. Das fast fertige Teil erhält nun noch einen Hauch von ästhetischer Veredelung. Nach der Reinigung werden die beiden Anschlagelemente mit zwei passenden, konischen Stiften fixiert.
Nun müssen verschiedene Hebel, Wellen und Schlagwerkteile vorsichtig von Hand entrostet werden. Dies erfordert viel Fingerspitzengefühl. Geschwindigkeit und Druck sind entscheidend für ein schönes optisches Ergebnis.
Dann wenden wir uns dem Zug als Ganzes zu. Alle Räder und Ritzel werden auf ihre Funktion und Vollständigkeit geprüft. Jeder Radzapfen muss einzeln untersucht und beurteilt werden. Konische Drehzapfen müssen unbedingt in ihrer ursprünglichen Form erhalten werden. Die konische Zapfenform war in der damaligen Zeit der Uhrenherstellung üblich und hatte neben der Reibungsreduzierung den Vorteil, dass das Öl über einen längeren Zeitraum in den Lagern gehalten werden konnte.

Das Kronrad des Federhauses des Räderwerks ist in der Vergangenheit schlecht repariert worden und hat einen zu grossen Durchmesser für diese Position. Die vier defekten Zahneinheiten führen zu einem schlechten Eingriff in das Acht-Tage-Rad, was zu einer Blockierung des Uhrwerksmechanismus führen kann.
Mit feinsten Uhrmacherfeilen wird diese Problemzone wieder in Form gefeilt und gebürstet.
Nun wenden wir uns den Platten zu. Es muss ein sanfter Vorschliff mit Schleifpapier der Körnung 1.000 durchgeführt werden.
Die Metallpolitur “Metharex” verleiht dem Material einen dauerhaften Glanz. An dieser Stelle soll noch einmal betont werden, dass kleinere Kratzer und Dellen noch sichtbar sein sollten. Sie sind ein Teil der Geschichte der Uhr.
Erfreulicherweise sind die Hauptfedern des Geh- und Schlagwerks noch in gutem Zustand und passen auch von den Abmessungen her perfekt zum Federhaus. Nach der Oberflächenbehandlung der Federhäuser und der gründlichen Reinigung der Bauteile im Ultraschallbad kann die Aufzugsposition für das Gehwerk eingestellt werden. Diese wird bei einer Umdrehung des Aufzugs positioniert und fixiert. Dadurch wird nur die optimale Federkraft der Zugfeder genutzt. Leider werden Aufzugspositionen der hier beschriebenen Art auch heute noch oft entfernt, was den Wert einer Uhr dieser Generation schmälert.

Wenn alle Teile des Uhrwerks gereinigt sind, kann mit dem Zusammenbau des gesamten Mechanismus begonnen werden. Da die Teile durch das Laugenbad eine schöne, helle Farbe angenommen haben, ist es nun wichtig, alle weiteren Arbeiten mit Silikonhandschuhen auszuführen, da Hautkontakt später zu unschönen Oxidationsflecken führen kann.
Die sichtbaren, konischen Stahlstifte für die Rückenplatte werden mit der Hohlreibahle präzise gefeilt und bearbeitet.
Im entspannten Zustand der Fässer müssen nun das vertikale Spiel und der Zahneingriff aller Räder überprüft werden.
Bei der ersten Funktionskontrolle müssen die Repère (Schlagfehler) der Ankerhemmung und alle Schlagwerkauslöser überprüft und eingestellt werden.
Die einwandfreie Funktion der Ankerhemmung ist von grösster Bedeutung. Es ist von entscheidender Bedeutung, dass das Pendel schön schwingt und über den gesamten Funktionszyklus gleichmässig arbeitet. Der Anker und das Ankerrad werden in einem Stop-Öl-Verfahren (Tauchbad) behandelt, damit die Schmierung über Jahre hinweg erhalten bleibt.
Nun wird die bei der Demontage des Uhrwerks beschädigte Werkbefestigungsschraube restauriert und über der Spirituslampe gebläut.

Bei der Erstinstallation des Uhrwerks stellte sich heraus, dass das Anziehen der oberen Befestigungsschraube zu einer Blockierung des Schlagwerks führt. Um dieses Problem zu lösen, muss ein gehärteter Zapfenstahldraht auf Mass gedreht werden.

Das Teil wird zwischen den Platten und in der Nähe der oberen Palettenbrücke eingesetzt und positioniert.
Jetzt ist es nicht mehr möglich, die Platten zu verschieben, selbst wenn die Befestigungspunkte des Uhrwerks angezogen werden.
Nach dem Wiedereinbau des Werks ist auch darauf zu achten, dass das Kanonen- und das Stundentrieb im Zifferblattloch zentriert sind, damit sich die Zeiger nicht in der Mitte berühren. Nun werden die entrosteten und gereinigten Gongfedern in der Holzkiste befestigt. Der Hammer muss mit der nötigen Sorgfalt eingebaut werden, um ein Klirren zu vermeiden.

Schliesslich müssen die Funktion des Pendels und die Positionen der Gongfedern in Bezug auf die Bewegung des Pendels im Gehäuse überprüft werden. Die Aussenseite des Gehäuses wird sorgfältig und schonend mit einem Gehäusepflegemittel poliert.

Bei der im Folgenden beschriebenen Uhr handelt es sich um eine französische Kaminsimsuhr in einem robusten Bronzegehäuse aus der zweiten Hälfte des 19. Jahrhunderts, etwa um 1860. Antike Uhren dieses Typs wurden damals in allen möglichen Variationen hergestellt. Vor allem die Ära Napoleons III. vereinnahmte alle früheren Stile der Uhrmacherei. Unzählige Modelle von Kaminsims- und Tischuhren, mal prächtig, mal kitschig, wurden den erwartungsvollen Liebhabern des Zeitgeistes zum Kauf angeboten. Materialien wie Marmor, Alabaster, Zinn und brünierte Bronze fingen den Zeitgeist dieser Epoche der Uhrengeschichte ein. Auch heute noch kann man die unterschiedlichsten Modelle auf Auktionen ersteigern oder mit etwas Geduld auf Antiquitätenmärkten entdecken und kaufen. Die Zeit dafür ist günstig, denn die Preise sind aufgrund der geringen Nachfrage niedrig.
Restaurierungsarbeiten
Die Oberfläche des massiven Uhrengehäuses sowie alle Appliken waren ursprünglich feuervergoldet. Im Laufe der Jahre wurde diese Oberfläche jedoch durch unsachgemässe Pflege und minderwertige Reparaturarbeiten fast vollständig beschädigt. Das grosse Pariser Uhrwerk ist von guter Qualität und verfügt über ein Zahnstangenschlagwerk. Das Werk wird durch ein Brocot-Reguliersystem reguliert, das nach 1850 in Werken dieser Art weit verbreitet war. Es ermöglichte eine sehr präzise Regulierung der Ganggenauigkeit der Uhr.
Bei der vollständigen Demontage des Uhrwerks und der einzelnen Komponenten kommen verschiedene Verschleisserscheinungen zum Vorschein. In diesem Fall sind unter anderem die beiden Hauptfedern des Geh- und Schlagwerks aufgrund von Korrosion gebrochen.
Für beide Federhäuser müssen nun Hauptfedern mit den entsprechenden Abmessungen und Toleranzen bestellt werden. Die entscheidenden Faktoren bei der Auswahl sind: die Höhe, die Federkraft und der Innendurchmesser des Federhauses.
Die Federn werden mit einer speziellen Federwinde gespannt und in die Federhaustrommeln eingebaut. Der Federstahl wird mit einem speziellen Synthetikfett geschmiert. In diesem Fall und angesichts der Federstärke von 0,38 mm verwende ich Motorex lghx 176. Die Feder darf nicht zu stark gefettet werden, da das Fett sonst in die Lager des Federkerns gelangt. Die Federkernlager werden mit Moebius 8200 geschmiert. Die ultraschallgereinigten und montierten Fässer sind einbaufertig. Nun müssen alle Radzapfen sorgfältig geschliffen und poliert werden. Erst dann wird entschieden, welche Radlager nachgerüstet werden müssen: Die neuen Lagerstellen müssen mittig gebohrt und auf 3/100 mm aufgerieben werden. Nun können die entsprechenden Hartmessinglager eingepresst werden. Bevor die Ölwanne leicht nachgefräst wird, muss das seitliche Spiel jedes Zapfens überprüft werden. Alle Komponenten und Teile aus Messing können inzwischen im Ultraschallbad bei 55-60°C gereinigt werden. (Reinigungslösung: Ortimex) Geringfügige Korrosionsverfärbungen und Rost werden mit einer feinen Drahtbürste von den Stahloberflächen der Ritzel, Hebel und Achsen so weit wie möglich sorgfältig entfernt. Falls erforderlich, werden die Stahlritzel mit Polierpaste nachbearbeitet.

Der Säureschaden durch frühere, unsachgemässe Arbeiten am Uhrwerk ist auf den Platten noch deutlich zu erkennen; in diesem Fall ist eine leicht abrasive Oberflächenbehandlung unbedingt erforderlich, um dem Material seine ursprüngliche Farbe zurückzugeben.
Nach der anschliessenden Endreinigung erstrahlen die Materialien wieder in ihrem alten Glanz. Es ist zu betonen, dass solche restaurativen Behandlungen nur in extremen Fällen durchgeführt werden sollten.
Es ist absolut in Ordnung, wenn die Werkplatten die Dellen und Kratzer behalten, die sie im Laufe der Jahre bekommen haben. Sie sind ein Teil des Objekts und seiner Geschichte.

Nun zum Problem des Kanonenritzels: Um den Auslöser des Minutenzeigers genau auf 12 oder 6 Uhr zu positionieren, hatte man das Kanonenritzel einfach in die gewünschte Position geschoben und damit das Reibteil verdreht und funktionsunfähig gemacht. Bei dem Versuch, den ursprünglichen Zustand wiederherzustellen, brach das Material, wie fast zu erwarten war.

Die mit Hartlot zu verbindenden Stellen werden zunächst leicht angeschliffen und gründlich gereinigt. Dann wird die Bruchstelle mit Lötwasser behandelt und anschliessend mit Hartlot passgenau gefügt. alle Stahlschrauben werden über der Spirituslampe bei knapp 300°C gebläut.
Um eine vorzeitige Verschmutzung des Uhrenöls zu verhindern, müssen alle Drehlager mit spitzem Buchenholz gründlich ausgeräumt werden.
Die Hemmungsradzähne und Stahlankerpaletten werden einem speziellen Stop-Öl-Verfahren unterzogen, damit das Hemmungsfett über Jahre hinweg in der gleichen Position bleibt.Nach der Hauptreinigung aller Teile wird das Uhrwerk zusammengebaut und alle Funktionen im Schlagwerk in die richtigen Positionen gebracht. Ober- und Unterplatine werden übereinander gelegt und verstiftet, auf der Zifferblattseite des Werks muss die Absetzung des Kanonenrads und des Minutenrads berücksichtigt werden, und nun wird das Werk mit montiertem Pendel und Reguliersystem provisorisch in Gang gesetzt, um die Funktion der Hemmung zu überprüfen und gegebenenfalls Anpassungen vorzunehmen.
Das Werk ist nun vollständig revidiert und bereit für den Wiedereinbau.

Nun wenden wir uns der Vorbereitung und Restaurierung des Bronzegehäuses zu: Das Material hat im Laufe der Jahre an einigen Stellen eine starke Patina angenommen. Die ornamentalen Applikationen sind stark verschmutzt, was eine einfache Reinigung mit einer Bürste ausschliesst. Das Gehäuse muss teilweise demontiert werden. Das Gehäuse wird in seine Einzelteile zerlegt, indem die Schrauben entfernt werden.
Die Teile werden nun einzeln vorgereinigt und in die Reinigungslösung im Ultraschallbad getaucht, aber nur kurz, damit die Oberfläche ihre Patina nicht verliert.
Danach:

Nach einer sofortigen Spülung mit Wasser werden die Bauteile mit Druckluft und einem Heissluftstrom gründlich getrocknet, um Fleckenbildung zu vermeiden.
Das überarbeitete Uhrwerk wird nun eingebaut und genau positioniert.
Die Einstellung des Hemmungstropfens (regelmäßiges Ticken) sowie die Position der Aufhängestange innerhalb der Palettengabel müssen genau überprüft werden. Danach muss die Uhr über einen Zeitraum von mindestens vier Wochen einem Lauf- und Funktionstest unterzogen werden. Ein solches französisches Pendel mit einer Brocot-Pendelaufhängung sollte in einer Woche nicht mehr als eine Minute abweichen.
